
Introduction
La technologie de fabrication du beurre implique une série d’étapes méticuleuses, allant de la collecte du lait à son traitement minutieux, jusqu’à la formation du beurre proprement dit. Ce processus met en lumière l’interaction subtile entre les composants du lait, notamment les globules gras, et les techniques technologiques telles que la désacidification, la pasteurisation, la maturation, le battage et le malaxage.
Au plan physico-chimique, le beurre est constitué principalement de la matière grasse du lait, à l’état d’émulsion du type eau dans l’huile. Son procédé de fabrication a justement pour effet d’inverser l’émulsion originale du lait ou de la crème où les globules gras sont dispersés dans le sérum.
Le beurre se fabrique à partir de la crème. Jusqu’à l’avènement de l’écrémeuse centrifuge en 1879, on obtenait la crème par écrémage spontané ou naturel, c’est-à-dire par gravité, dans des récipients profonds. A la fin du siècle dernier et au cours des décennies suivantes, l’écrémeuse de ferme se répandit graduellement, si bien que vers 1930. La quasi-totalité du lait destiné à la fabrication du beurre était écrémé à la ferme : la crème étant livrée à la beurrerie et le lait écrémé utilisé sur place dans l’alimentation animale. La réception du lait entier à la beurrerie s’est généralisée au cours de la deuxième guerre mondiale.
Table of Contents
Le globule gras
Il convient d’ajouter certaines notions sur le globule gras, qui joue un rôle prépondérant dans la fabrication du beurre. Les caractéristiques physiques et chimiques de la matière grasse du lait des bovidés varient avec la race, la période de lactation et l’alimentation; il en résulte des fluctuations au cours de l’année. Ainsi en été, la proportion des gras insaturés, plus mous (indice d’iode plus élevé), est plus grande qu’en hiver, ce qui se reflète sur la texture et la tartinabilité du beurre. La fermeté de la matière grasse varie surtout avec le degré d’insaturation, la longueur des chaînes et la position occupée par les acides gras sur la molécule de glycérol (points de fusion variables).
La matière grasse existe sous forme de corpuscules sphériques ou légèrement ovoïdes. Elle peut aussi se présenter sous forme de groupements de globules gras. Ainsi, les agglutines peuvent s’associer à la couche périphérique des globules gras individuels et favoriser leur juxtaposition sous forme de grappes (plusieurs centaines d’unités), ce qui facilitera l’ascension de la matière grasse (loi de Stokes). De plus, il peut y avoir des globules dont la membrane est plus ou moins enveloppante pour former ainsi différents types d’agglomération de globules gras. La stabilité de ces globules en émulsion est attribuée surtout à une membrane complexe où se trouvent liés ou associés des protéines, des phospholipides des glycolipides et autres constituants mineurs.
Avec son hétérogénéité de structure, le lait ou la crème confère à la matière grasse une fragilité dans l’équilibre des trois phases : colloïdale, soluble et émulsifiée. Entourée d’une membrane active dans le sérum, le globule gras est sensible aux traitements technologiques et aux agents chimiques, enzymatiques et microbiologiques.
L’agitation, le pompage et le refroidissement énergiques entraînent la dislocation des lipoprotéines de la membrane des globules gras vers le sérum et amènent une présence de triglycérides vers la surface. La cristallisation étagée des triglycérides se fait en commençant par ceux qui sont les plus saturés : il se produit alors une contraction du noyau du globule gras; il en résulte des fissures qui permettent aux triglycérides liquides de se diriger vers l’extérieur. Ces derniers se répandent à la surface de la membrane pour former un rassemblement de globules.
Lors du barattage de la crème, c’est cette membrane qui sera déformée, puis rompue pour libérer d’une part le contenu du globule, c’est-à-dire la matière grasse ou le beurre et, d’autre part, le sérum de la crème accompagné des débris de la membrane ou le babeurre. L’action mécanique brutale favorise ainsi le rapprochement et la soudure des globules et déstabilise l’émulsion.
La durée du barattage sera influencée par le pH de la phase continue, c’est-à-dire le sérum, ce dernier étant en contact direct avec les composés organiques du film protecteur des globules.
Le développement de l’acidité par les bactéries lactiques entraîne la neutralisation partielle des charges électronégatives en surface de la membrane, ce qui perturbera l’arrangement membranaire et permettra au contenu du globule de se libérer plus facilement. Si le pH atteint le point isoélectrique des globules gras (pH 4,1 à 4,5), il se produit du barattage spontané de la crème ou la déstabilisation de l’émulsion. De même, l’action directe de certains microorganismes sécrétant une lécithinase diminue la stabilité du globule gras en hydrolysant la lécithine de sa membrane : il y a donc désémulsification.
Fabrication du beurre en discontinu
La figure 10 rapporte les différentes étapes de la fabrication du beurre. Bien que la plupart de ces opérations s’appliquent de façon fondamentale à certains procédés de fabrication en continu, elles sont toutefois étudiées dans cette section plus spécialement en rapport avec le système discontinu ou conventionnel.
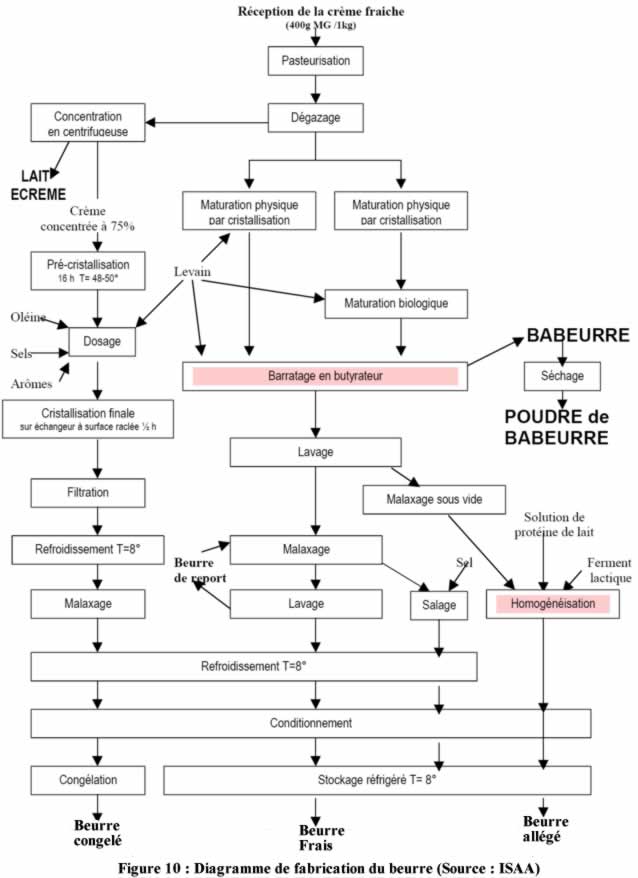 Figure : Diagramme de fabrication du beurre (Cliquez sur l’image pour l’agrandir)
Figure : Diagramme de fabrication du beurre (Cliquez sur l’image pour l’agrandir)
Etape 1 de la fabrication du beurre : Désacidification de la crème
Le mode généralisé de refroidissement rapide du lait et de sa conservation à la ferme permet de prévenir le développement de l’acidité. Aussi, dans les conditions normales, la crème obtenue par écrémage est de bonne qualité : son acidité variant généralement de 0,08 à 0,12%. Toutefois, si elle est soumise accidentellement à des conditions adverses, elle peut acquérir une acidité plus élevée et nuire par la suite à la qualité du beurre. Ainsi, une crème d’une acidité supérieure à 0,20% risque d’engendrer des saveurs anormales de poisson, d’oxydation et d’entrepôt dans le beurre de conservation prolongée, et de produire des pertes excessives de matière grasse dans le babeurre. Il importe donc, dans ces cas, de normaliser l’acidité de la crème.
Ce traitement, appelé aussi neutralisation en beurrerie (unité de fabrication du beurre), consiste à en réduire l’acidité par l’addition d’un alcalin qui produit des réactions du genre suivant :
CH3CHOHCOOH + NaHCO3 —> CH3CHOHCOONa + H2O + CO2
acide lactique bicarbonate de sodium lactate de sodium
CH3CHOHCOOH + Ca(OH)2 —> (CH3CHOHCOO)2Ca + 2H2O
acide lactique hydroxyde de calcium lactate de calcium
Les neutralisants sodiques sont souvent utilisés en mélange et comprennent le bicarbonate de sodium (NaHCO3), le carbonate de sodium (Na2CO3) et l’hydroxyde de sodium (NaOH). Il faut les manipuler avec précaution pour éviter la formation d’écume abondante causée par la production de gaz carbonique. Ils ont l’avantage d’être facilement solubles. De ce groupe, les plus utilisés sont les carbonates.
Les neutralisants calciques, appelés communément les chaux, sont des hydroxydes de calcium contenant une proportion de magnésium. Moins populaires à cause de leur faible solubilité, ils possèdent toutefois un pouvoir neutralisant supérieur aux neutralisants sodiques.
La neutralisation doit se faire de façon précise et rapide. La quantité de neutralisant est calculée en tenant compte de :
- l’équivalence molaire entre l’acide lactique à neutraliser et le neutralisant;
- l’acidité à neutraliser : acidité initiale moins acidité désirée;
- la teneur en matière grasse de la crème : il s’agit, en effet, de neutraliser le sérum de la crème, où s’y trouvent les éléments constitutifs de l’acidité titrable.
La solution neutralisante est ajoutée à la crème tiède, 25° à 30° C, avant la pasteurisation, en ayant soin de bien la mélanger rapidement pour éviter toute concentration locale.
On ne doit pas pousser trop loin la désacidification de la crème car il en résulterait alors un milieu favorable au développement des bactéries protéolytiques. L’acidité optimale du sérum du beurre varie du pH 6,9 à 7,1. Il faut aussi éviter une neutralisation brutale, c’est-à-dire effectuée à température trop élevée ou encore à doses trop fortes de neutralisants sodiques, qui aurait pour effet de causer la saponification du gras conférant un goût de savon au beurre.
Après la pasteurisation, il est recommandé de vérifier à nouveau l’acidité de la crème et d’y apporter des correctifs s’il y a lieu. En effet, le traitement thermique appliqué peut avoir un effet sur l’acidité de la crème.
Etape 2 de la fabrication du beurre : Pasteurisation et refroidissement
On soumet la crème à une pasteurisation plus sévère que celle du lait : au minimum, 74°C pendant 16 secondes. Cela se justifie par la résistance accrue des microorganismes à la chaleur due à l’effet protecteur qu’exerce la couche de matière grasse. Le chauffage doit être suffisant pour détruire les levures et les moisissures, le plus possible de bactéries et d’enzymes, dont les lipases et la peroxydase. En pratique, on pasteurise au-delà des normes en vue d’une meilleure conservation du beurre. Avec les méthodes de pasteurisation rapide, on traite la crème à des températures de 95°C ou plus.
Le chauffage à température élevée favorise le développement d’un léger goût de cuit, qui est associé à l’augmentation désirable des propriétés antioxydantes du milieu.
Éventuellement, on peut faire subir à la crème un traitement thermique sous vide dans le but d’en extraire les substances volatiles responsables de mauvaises odeurs et saveurs : c’est le procédé de vacréation. Le vacréateur soumet d’abord la crème à un chauffage ou à une injection de vapeur sous pression, puis la dirige dans un compartiment où règne un vide partiel, ce qui enclenche le processus de refroidissement et d’évaporation. La vacréation peut nuire à la texture et à la consistance du beurre et en diminuer le rendement. Ce traitement est surtout utile là où se rencontrent des problèmes de saveurs anormales dues à la présence de certaines plantes odorantes dans les pâturages.
Lors de la pasteurisation, une retenue trop longue ou une température trop élevée, un chauffage ou un refroidissement trop lent, peuvent causer la déstabilisation de la matière grasse et avoir tendance à favoriser une texture farineuse dans le beurre. Toutefois, une pasteurisation bien effectuée contribue à contrôler sa texture et sa consistance. La matière grasse liquéfiée sous l’effet de la chaleur se cristallise de façon variable selon le mode de refroidissement.
Ainsi, le refroidissement rapide de la crème favorise la formation de nombreux petits cristaux, alors qu’avec un refroidissement lent, il se produit de gros cristaux, moins nombreux. Plus le refroidissement est énergique, plus la phase solide augmente, laissant moins de matière grasse libre ou liquide dans les globules gras.
Comme la superficie des cristaux est fonction de leurs diamètres, de leurs tailles et de leurs nombres, une plus grande proportion de matière grasse liquide est adsorbée à leur surface, ce qui en réduira la quantité sous cet état après le barattage et le malaxage. Il en résultera donc, dans ce cas, un beurre à texture ferme.
Au contraire, un refroidissement lent et graduel de la crème laisse une plus grande quantité de matière grasse liquide à l’intérieur des globules, ce qui donne un beurre de texture molle, et plus de perte de gras dans le babeurre. Le programme de refroidissement de la crème pasteurisée a donc une grande importance, puisqu’on influant sur le mode de cristallisation du gras il permet de contrôler la texture et la consistance du beurre.
Etape 3 de la fabrication du beurre : Maturation physique de la crème
Sans refroidissement contrôlé de la crème, la consistance et la fermeté du beurre dépendraient exclusivement de la composition et des propriétés de la matière grasse et varieraient conséquemment avec les saisons.
Pour éviter cette situation, il s’agit d’adapter la fabrication aux changements qui surviennent dans la composition et les propriétés de la matière grasse. C’est dans ce but que l’on effectue, à froid, la maturation physique de la crème pasteurisée. Le principe est de la refroidir et de la maintenir à basse température suffisamment longtemps pour obtenir une proportion optimale de gras solidifié par rapport au gras liquide. Ce traitement devra donc être plus long l’été que l’hiver, en raison de la proportion plus élevée d’acides gras insaturés à bas points de fusion.
Grâce à la maturation physique de la crème, il est possible de contrôler le degré et le mode de cristallisation du gras à l’intérieur du globule et d’obtenir ainsi une régularité de son état physique. La dimension, la forme, l’arrangement et le nombre de cristaux, ainsi qu’un rapport optimal des phases solide et liquide doivent permettre une bonne inversion de phase au cours du barattage et une consistance uniforme du beurre fabriqué.
Après la pasteurisation, la crème est refroidie rapidement dans un échangeur tubulaire ou dans un système à plaques à une température inférieure en moyenne de 3°C à celle du barattage.
En général, on applique un refroidissement de 7° à 10°C l’été et de 10° à 12,5°C l’hiver, avec une durée de retenue d’au moins trois à quatre heures, de préférence jusqu’à une vingtaine d’heures, afin de permettre la solidification partielle désirable des globules gras. Au début de la période de maturation, la chaleur latente de cristallisation (phénomène de surfusion) a pour effet d’augmenter la température de la crème d’environ 1° à 3°C. Dans le cas où l’on effectuerait le barattage après une très courte période de maturation, il faudrait abaisser de quelques degrés la température usuelle de barattage.
Etape 4 de la fabrication du beurre : Barattage de la crème
La fabrication du beurre nécessite deux opérations distinctes : L’inversion de l’émulsion de la crème puis l’expulsion du babeurre. Ce procédé se nomme le barattage.
Principe du barattage
Plusieurs théories sont proposées pour expliquer le phénomène de butyrification lors du barattage. Les principales sont celles de l’agglomération, de la concentration et de la combinaison.
La fabrication du beurre d’après le procédé conventionnel, ou méthode discontinue, est une application du principe de l’agglomération et repose sur la théorie des mousses. La crème est agitée sous des conditions qui favorisent la formation de beurre par la coalescence des globules gras. L’agitation de la crème entraîne la production d’écume abondante, les globules gras s’agglomèrent en granules de plus en plus gros, puis l’écume s’affaisse soudainement et les grains de beurre se séparent du sérum.
L’incorporation d’air pendant l’agitation augmente la viscosité de la crème, oriente et rapproche étroitement les globules gras dans les parois des bulles dont l’interface est constituée d’agents tensioactifs, d’eau et d’air.
Le refroidissement, l’écume et les chocs répétés favorisent l’effet abrasif des globules, disloquent leur membrane et entraînent la rupture de la couche interne, ce qui facilite la libération de la matière grasse liquide et la coalescence de plusieurs granules, avec dispersion de très fines gouttelettes de babeurre. Le phénomène s’intensifie au cours du procédé, et au moment où la proportion de la matière grasse liquide est suffisamment disponible par rapport à la matière grasse solide, il y a formation de granules plus gros ou grains de beurre. L’émulsion est inversée subitement et le babeurre est expulsé. La masse de beurre est ensuite malaxée dans le but de souder les grains de beurre de façon homogène.
Peu importe la méthode de fabrication du beurre, la charge électrique sur les globules gras modifie leur degré d’attraction. L’acidité qui neutralise les charges électriques négatives des protéines de la membrane facilite le rapprochement des globules et active le procédé d’agglomération.
Types de barattes
Les barattes conventionnelles sont en acier inoxydable et d’une surface intérieure rugueuse. Elles peuvent être de formes et de capacités variées, tournant autour d’un axe horizontal. Elles sont pourvues de moyens facilitant l’agitation de la crème, le malaxage du beurre et le contrôle de leur température. Ce sont en réalité des barattes-malaxeurs.
La conception des parois, des faces et des arêtes ainsi que des barres et des tablettes axiales fixées à l’intérieur des barattes, tient compte de la forme géométrique, de la dimension et de l’arrangement idéal, facteurs importants influençant la qualité du beurre. Certaines barattes sont munies d’un dispositif qui permet de choisir la vitesse de rotation afin de rencontrer les différents paramètres du produit fini et d’assurer un malaxage parfait avec une répartition régulière des minuscules gouttelettes d’eau dans le beurre.
Température du barattage
Dans la fabrication conventionnelle du beurre de crème douce, la température du barattage doit varier selon la fermeté de la matière grasse (fonction de son point de fusion), la dimension des globules gras, l’acidité, la richesse et la viscosité de la crème. En principe, pour obtenir un beurre de consistance et texture satisfaisantes, prévenir des pertes excessives de gras dans le babeurre et permettre une bonne conservation du produit fini, il faut choisir une température qui permet une durée de barattage de 40 à 60 minutes. Au printemps et en été, cette température est en moyenne de 7° à 10°C; en automne et en hiver, le gras étant généralement plus ferme, elle peut se situer entre 10° et 13°C.
Etape 5 de la fabrication du beurre : Salage
Cette étape de fabrication du beurre est réservée à la production du beurre salé.
Le sel ajouté contribue à rehausser la saveur et à prolonger la conservation du beurre. Ses propriétés antiseptiques contribuent à y restreindre la croissance microbienne et à prévenir certains défauts.
Toutefois, le sel ajouté a également des effets qui limitent son usage. Les gouttelettes d’eau salée, étant en effet plus difficiles à se diviser, ont tendance à rester plus grosses, ce qui a pour effet d’affecter la texture cireuse du beurre en la rendant plus grossière. C’est pourquoi il importe de malaxer davantage le beurre salé pour mieux y incorporer l’humidité sous forme de gouttelettes les plus fines possible. Un excès de sel a donc tendance à occasionner généralement plus d’eau libre dans le produit fini et aussi à favoriser certains défauts de saveur dans le beurre de conservation prolongée.
Le salage se fait habituellement à raison de 1 à 3% selon les exigences réglementaires et celles du consommateur, le sel doit être chimiquement pur, extra fin, rapidement et complètement soluble. Il est normalement ajouté à l’état sec. Dans le cas d’un faible salage, on l’additionne en solution dans l’eau de standardisation. Il importe qu’il soit incorporé uniformément au beurre, autrement il en résulterait une texture sableuse et une couleur marbrée.
Etape 6 de la fabrication du beurre : Malaxage
Le malaxage est le traitement destiné à mélanger intimement les granules de beurre entre elles, pour obtenir un produit de consistance et de textures désirables; il permet aussi de disperser finement l’eau et le sel dans la phase continue, soit la matière grasse. Il a aussi pour effet d’expulser le gras liquide et les cristaux des globules gras.
À ces fins, les barattes (ou malaxeurs) sont munies de palettes intérieures ou autres dispositifs capables d’entraîner des mottes de beurre à leur sommet, d’où elles retombent pour se mélanger de façon énergique à la masse de beurre au fond de l’appareil.
On poursuit le malaxage jusqu’à l’obtention de résultats identiques de l’épreuve d’humidité faite sur des échantillons prélevés à quelques endroits de la masse de beurre. On doit procéder avec soin au malaxage; car, mal effectuée, cette opération affectera la consistance du beurre et nuira à sa conservation.